Резервуары вертикальные стальные РВС
В связи с высокой волатильностью стоимости металла, цена может отличаться. Уточняйте актуальные цены у менеджера.
Резервуары РВС: от разработки ППР до монтажа на объекте
Для чего и где используются резервуары РВС
Резервуар РВС – вертикальная конструкция цилиндрической формы для хранения различных жидкостей. Наибольшее распространение резервуары РВС получили в промышленности для хранения нефти и нефтепродуктов, для пластовой и пожарной воды, жидких минеральных удобрений. Пригодны для хранения жидких пищевых продуктов при условии соблюдения санитарно-гигиенических норм.
Виды резервуаров РВС
Известно несколько видов резервуаров РВС:
- РВСП – цилиндрические вертикальные емкости со стационарной крышкой и понтоном. Конструктивная особенность такой конструкции состоит в наличии зазора между понтоном и стенкой, однако предусмотрена герметизация с помощью специального затвора. Понтон используют с целью снижения скорости насыщения воздушного пространства парами горючего материала. Зачастую РВСП используют с целью хранения обычного или реактивного топлива.
- РВСПк – вертикальный резервуар с плавающей крышкой. Преимуществом такой конструкции считается способность сохранять наибольший объем содержащегося в емкости топлива, уберегая его от испарения. Крышка фактически находится на поверхности хранимой жидкости.
Также возможно производство вертикальных резервуаров цилиндрической формы с защитной стенкой. Зачастую используются вблизи жилых построек или водоемов, поскольку обеспечивают высокий уровень защищенности окружающей среды.
План поэтапного производства резервуаров РВС
1 Этап: Создание плана производства работ ППР
Производство резервуара начинается с того, что заказчик на основе договора подряда на строительство заключает с подрядчиком договор на выполнение видов и комплексов работ для обеспечения ввода в действие объекта строительства в установленные сроки.
Ответственность за строительно-монтажные работы несет подрядчик по строительству. Требования по качеству выполняемых работ оговариваются отдельно в качестве обязательного положения в договоре с подрядчиком по строительству.
Мероприятия по производству резервуар РВС выполняются согласно Проекту производства работ (ППР). Именно ППР выступает основным документом при выполнении монтажно-сварочных работ во время сборки резервуара. Проект производства работ должен разрабатываться специализированной проектной организацией и обязательно на основании проекта КМ.
В Проекте производства работ должны быть учтены:
- Генеральный план установочной площадки с указанием оборудования.
- План с описанием мероприятий, необходимых для обеспечения требуемой точности сборки конструкционных элементов резервуара.
- Требования по качеству сборно-сварочных работ для каждой операции в процессе монтажа.
- Виды и объемы контрольных мероприятий;
- Порядок выполнения испытаний резервуара.
- Требования к охране труда и окружающей среды.
В ППР должен быть указан ход комплекса работ по монтажу конструкционных элементов резервуара РВС, виды для решения поставленной задачи приспособлений.
Проект описывает порядок действий, направленных на обеспечение необходимой геометрической точности резервуарных конструкций и снижение деформационных процессов от усадки сварных швов.
Выбранная производства технология сборки и сварки резервуара РВС должна привести к полному соответствию готовой конструкции требованиям проекта КМ и ГОСТ 52910-2008.
2 Этап: Транспортировка, разгрузка материалов
Транспортировка конструкций осуществляется четырехосными железнодорожными платформами. Разгрузка конструкций происходит с помощью с грузоподъемного крана.
Щитовые заготовки крыши перевозят в специальной упаковке. После разгрузки дальнейшая транспортировка материалов до места монтажа конструкции осуществляется грузовыми автомобилями при условии наличия дорог.
Приемка материалов должна производиться представителями заказчика и монтажной организации с оформлением акта установленной формы. Качество поставленных элементов и узлов металлоконструкций должно отвечать требованиям технологической документации монтажной организации, проектной документации КМ, КМД.
3 Этап: Подготовительные работы
Перед началом сварочно-монтажных работ подрядчик должен назначить руководителей по следующим направлениям:
- служба контроля (слежение за ходом и качеством выполнения работ);
- монтажные и сварочные работы;
- служба по охране труда и окружающей среды.
Строительно-монтажная площадка должна быть подготовлена до начала строительства подрядчиком. Для этого площадь, отведенную для возведения резервуара РВС, очищают от мусора и прочих посторонних предметов. Исполнители обязаны изучить чертежи, проверить взаимную увязку размеров, координат, отметок.
4 Этап: Сборка резервуара на объекте
Сборка резервуара РВС должна происходить в соответствии с проектами КМ, ППР, требованиями ГОСТ31385-2008. ППР выступает главным технологическим документом при монтаже резервуара.
Прежде чем будут начаты сборочные работы, следует выполнить все необходимые мероприятия по устройству основания и фундамента.
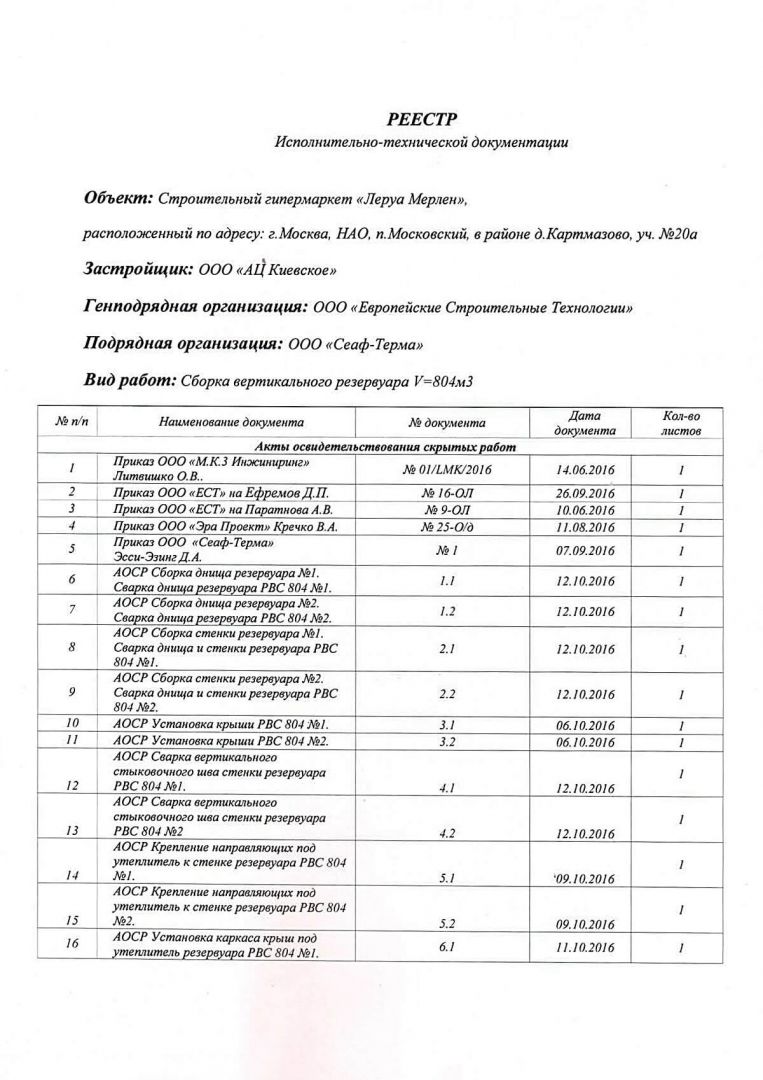
Приемку фундамента под монтаж конструкций производить с составлением необходимых актов освидетельствования скрытых работ руководствуясь СНиП 3.03.01-87.
При приемке основания и фундамента должны быть проверены:
- правильность разбивки осей;
- соответствие уклона основания проектному;
- отметки поверхности основания и фундамента;
- гидроизоляция днища.
Приемка основания и фундамента резервуара производится заказчиком при участии представителей строительной организации и монтажника. В начале сборочные работы производились полистовым способом. Такая технология сборки происходит с использованием самоходных кранов, оборудованных стрелами необходимой длины.
Сейчас полистовой метод является основным при возведении больших резервуаров РВС. Однако технологии не стоят на месте и сейчас известны более совершенные методы сборки резервуаров РВС.
В середине прошлого века был предложен рулонированный метод. На сегодняшний день это наиболее экономичный метод. Он заключается в сварке элементов днища и стенки в заводских условиях, далее они доставляются на объект как заготовки, где «разворачиваются».
Исключительное значение при сборке резервуара РВС играет последовательность работ. Правильно выполненные сборочно-сварные работы позволяют свести к минимуму остаточные напряжения, вызываемые усадкой сварных швов, и предотвратить коробление листов конструкции.
4.1 Монтаж днища
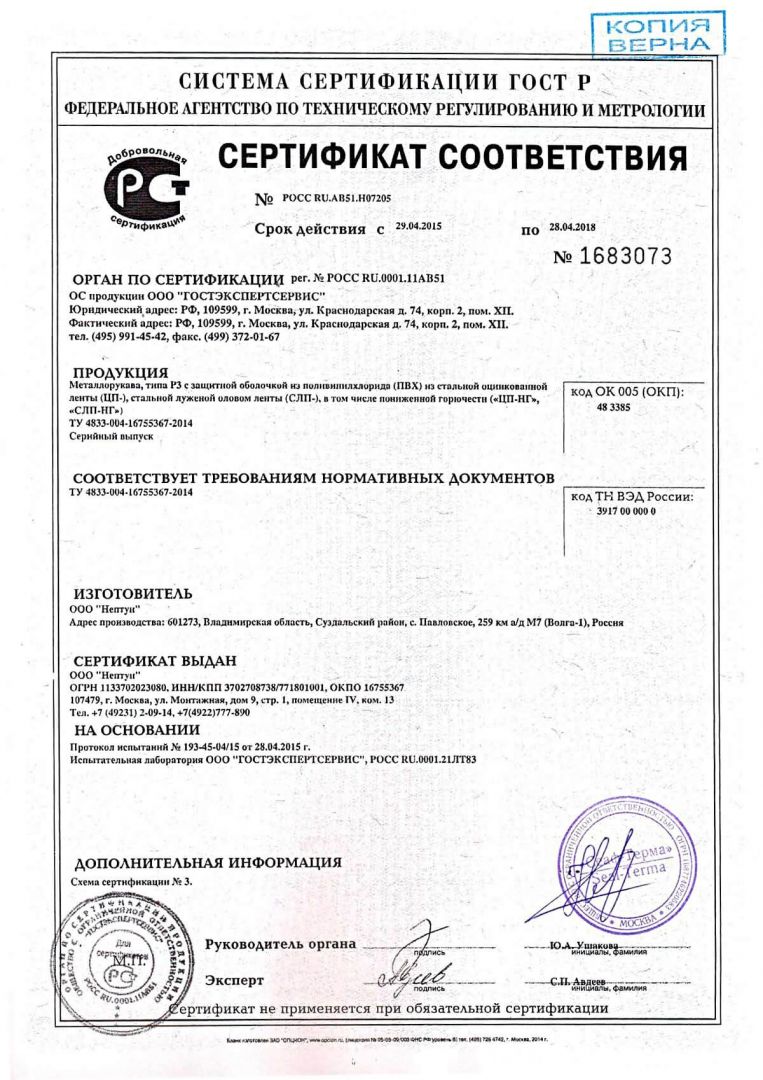
Днище резервуара устанавливается сразу после приемки основания и фундамента и составления акта приемки основания под монтаж резервуара. К акту сдачи должны быть приложены сертификаты на использованные материалы и акты на скрытые работы, которые были выполнены при возведении фундамента.
При сборке днища резервуара важно сохранить фундамент и гидроизолирующий слой от разрушений, вызванных высокими монтажными нагрузками. Перед монтажом выполняется разметка фундамента для укладки днища.
Принцип монтажа рулонного днища состоит в следующем:
- Подача рулона и установка в проектное положение, начальный участок прижимают к днищу рулона.
- Разворачивание. Кромки срезают по ходу развертывания полотнища при натянутых канатах на устройстве для раскатки рулонов.
- Перекат рулон в соответствии с чертежом проекта.
- Укладывание полотнища, концы кромки должны совпадать с точками, нанесенными на плане.
- Вдоль кромки резервуарного полотнища отбивают риску на расстоянии 60 мм.
- Разворачивание рулона и развертывание полотнища.
- Для удобства укладки полотнищ, с внутренней стороны рисок, на полотнище приварить ограничительные уголки.
- Укладывание полотнища в нужное положение, проверка проектных размеров днища, прихватка элементов.
4.2 Сборка и сварка стенки
Сварка и установка стенок резервуара РВС осуществляется в несколько этапов:
- установка рулонированной стенки в проектное положение;
- разворачивание полотнища;
- формообразование начального и конечного участков, имеющих значительные остаточные деформации от рулонирования;
- сборка вертикального монтажного стыка стенки.
Установку рулонированной стенки в проектное положение осуществляют специальными методами в зависимости от наличия у организации кранов, такелажной и монтажной оснастки. Методика подъема стенки должна обеспечивать сохранность полотнища от воздействия монтажных и других нагрузок.
Исходное положение рулона перед подъемом в плане следует принимать с учетом расположения освобождающегося концевого участка полотнища на расстоянии близком к проектному положению оси монтажного стыка стенки.
Дальше следует разворачивание полотнища стенки. Во время этого мероприятия важно обеспечить устойчивость полотнища от влияния ветровых нагрузок, массы устанавливаемых щитов крыши и других нагрузок, которые возникают во время монтажа.
За счет закрепленных на развернутой части полотнища расчалок осуществляется выверка в вертикальной плоскости. При этом на протяжении всей операций следует контролировать положение рулоннированной стенки в вертикальной плоскости.
Процессу сборки монтажного стыкапредшествует формообразование начального и конечного участков, которые имеют существенные остаточные деформации от рулонирования.Формообразование происходит на поясах толщиной от 8 мм. Главная задача формообразования это придание начальному и конечному участкам полотнища стенки перед их сборкой между собой радиуса кривизны, близкого к проектному.
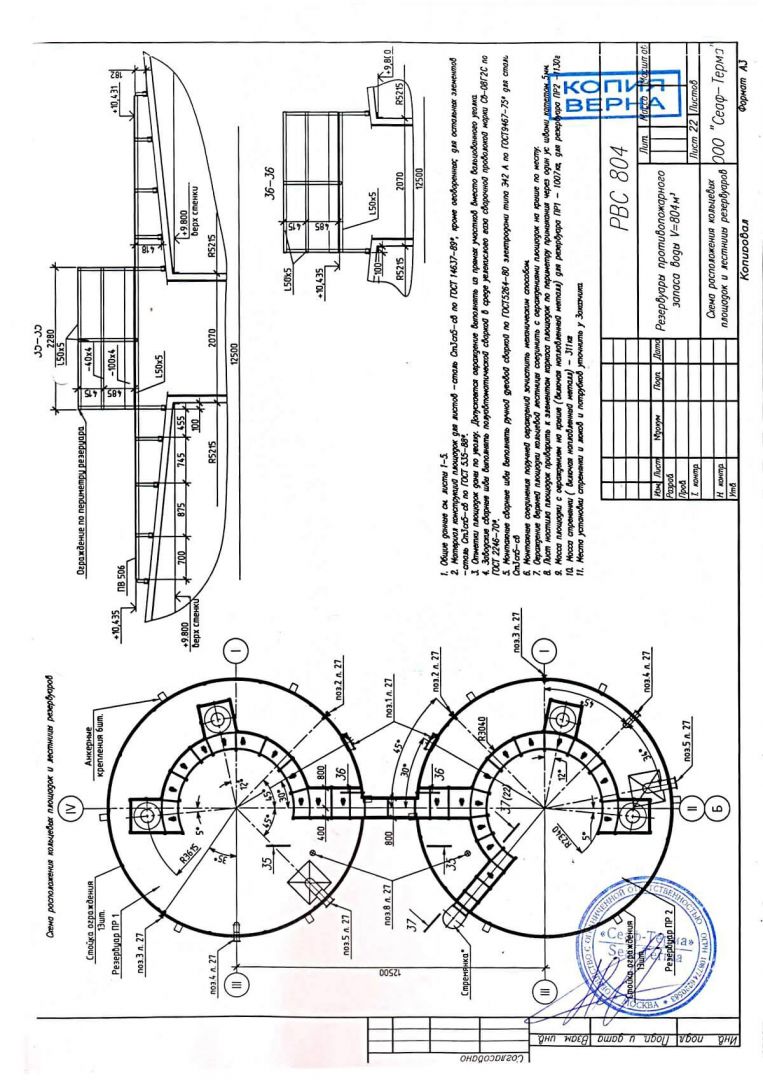
4.3 Монтаж кровли
В ходе установления технологии монтажа кровли необходимо учитывать нагрузки на крышу в целом и ее конструктивные элементы. Если это необходимо, устанавливают временные распорки, связи и другие устройства, которые предотвращают появление деформаций.
Установку крыш конструкции начинают с установки центральной монтажной стойки. Монтажную стойку с центральным щитом крыши ставят в центре днища резервуара. Монтажную стойку позиционируют точно в центре резервуара, после чего раскрепляют расчалками в количестве не менее пяти.
Важно, чтобы нижний конец стойки опирался на подкладной лист и предотвращал его перемещение. При этом узел опирания должен быть конструктивно «шарнирно» изготовлен: без приварки стойки к подкладному листу.
Центральный щит крыши, закрепленный на монтажной стойке, должен находиться в горизонтальной плоскости. Величина перекоса от горизонтальной плоскости, на длине диаметра центрального щита, должна быть не больше 5 мм. Отклонение центра щита относительно центра резервуара в плане должно составлять не более 10 мм.
Перед началом работ по монтажу кровли к каждому щиту кровли приварить страховочное приспособление. В дальнейшем рабочие, находящиеся на кровле резервуара, крепят карабины монтажных поясов к канату страховочного приспособления.
Дальше порядок действий таков:
- Установить автокран.
- Застропить щит, поднять, поворотом стрелы перенести и уложить в проектное положение.
- После укладывания щита, при помощи отвеса и уровня, проверить вертикальность стенки на наличие отклонений.
- Таким образом смонтировать остальные щиты кровли.
- Подъем рабочих на высоту осуществлять по монтажным лестницам.
Предельные отклонения размеров и формы смонтированной крыши не должны превышать установленных значений.
4.4 Монтаж патрубков
Монтаж люков и патрубков на стенке и крыше резервуара состоит из двух этапов и осуществляется в следующей последовательности:
- Выполняется разметка мест установки люков патрубков на стенке и крыше резервуара РВС в соответствии с чертежом проекта. Разметку мест врезки люков и патрубков выполнить с учетом припусков на механическую обработку с зазорами.
- Выполняется монтаж и сварка люков, патрубков на стенке и крыше резервуара РВС. Установка люков и патрубков на крыше резервуара происходит, как только завершен монтаж кольцевой площадки на крыше резервуара.
В ходе выполнения монтажных работ выполняющие задачу специалисты должны быть пристегнуты стропом предохранительного пояса к элементам кольцевой площадки. Пристегивание должно быть выполнено строго к полностью обваренным элементам.
На крыше резервуара размечаются места установки люков и патрубков в соответствии с проектом по размеченным местам вырезать отверстия под люки и патрубки. Люки и патрубки подаются на кровлю автокраном. При установке на резервуаре патрубков и люков необходимо контролировать их расположение на стенке и крыше в соответствии с требованиями.
Правовая база, госты, нормативные документы
Нормативные требования к монтажу резервуаров
И во время изготовления, и при монтаже резервуаров РВС задействуют электродуговые способы сварки, в частности:
- механизированную дуговую сварку плавящимся электродом в защитном газе;
- автоматическую дуговую сварку плавящимся электродом под флюсом;
- механизированную дуговую сварку самозащитной порошковой проволокой;
- механизированную дуговую сварку самозащитной порошковой проволокой в среде защитного газа;
- ручную дуговую сварку.
В ходе выполнения работы сварка осуществляется в соответствии с указаниями ППР относительно:
- эффективных методов монтажных соединений;
- сварочных материалов;
- формы подготовки свариваемых элементов;
- технологических режимов сварки;
- необходимой технологической оснастки и оборудования;
- климатических условий выполнения работ.
ППР определяет уровень механических свойств и хладостойкости сварных соединений. Уровень их дефектности определен ГОСТом. Коэффициент формы наплавленного шва должен быть в пределах от 1,3 до 2,0. Возможно выполнение прерывистых сварных швов за один проход в нерасчетных соединениях элементов резервуаров, которые не оказывают влияние на их герметичность.
Пожарная безопасность
Пожарная безопасность на строительной площадке, на рабочих местах должна обеспечиваться в соответствии с требованиями следующих нормативных документов:
- ГОСТ 12.1.004-91. ССБТ. «Пожарная безопасность. Общие требования»;
- ППБ-01-03. «Правила пожарной безопасности в Российской Федерации»;
- СП 12.13130-2009 «Определение категорий помещений, зданий и наружных установок по взрывопожарной и пожарной опасности»;
- ГОСТ 12.1.010-76. ССБТ. «Взрывобезопасность. Общие требования».
На территории строительного городка запрещено:
- загромождать проезды, подъезды разрывы между вагончиками, материалами, оборудованием, механизмами;
- оставлять баллоны со сжатым и сжиженным газом на открытых площадках, емкости с ЛВЖ и ГЖ;
- разводить костры, применять открытый огонь;
- в вагонах-домиках загромождать основные и запасные эвакуационные выходы хранить в помещениях взрывчатые вещества, легковоспламеняющиеся и горючие жидкости;
- применять самодельные нагревательные приборы;
- пользоваться электропроводкой с поврежденной изоляцией;
- применять самодельные плавкие вставки;
- оставлять без присмотра включенные в сеть электроприборы;
- эксплуатировать электронагреватели со снятым защитным колпаком;
- осматривать и ремонтировать бытовые электроприборы под напряжением;
- применять для освещения свечи и другие источники открытого огня;
- включать в сеть бытовые устройства без штепсельного соединения заводского изготовления;
- сушить одежду на поверхности нагревательных приборов;
- перегружать электросеть свыше установленной мощности (более 10 кВт).
На территории поселения рабочих должно быть отведено специальное место для курения, предварительно согласованное с пожарной охраной или лицом, ответственным за пожарную безопасность городка.
На территории строительства в местах, определенных пожарной охраной, должны быть размещены щиты (ЩП-В) с минимальным набором пожарного оборудования (инвентаря). Все проживающие на территории объекта специалисты должны ознакомиться с инструкцией о мерах пожарной безопасности, которая вывешивается в каждом вагоне на видном месте.
В ходе выполнения огневых работ запрещено:
- приступать к работе при неисправной аппаратуре;
- производить огневые работы на свежеокрашенных горючими красками (лаками) изделиях;
- использовать одежду и рукавицы со следами масел, нефти;
- допускать к самостоятельной работе учеников, а также работников, которые не имеют квалификационного удостоверения и талона по технике пожарной безопасности;
- допускать соприкосновения электрических проводов с баллонами со сжатыми сжиженными газами;
- производить огневые работы одновременно с устройством гидроизоляции и отделкой помещений с применением горючих материалов;
- использовать провода без изоляции или с поврежденной изоляцией.
Первичный противопожарный инструктаж проводится на рабочем месте перед началом рабочей деятельности со всеми принятыми на работу, переводимыми из одного подразделения в другое, командированными.
Повторный противопожарный инструктаж проводится один раз в год с работниками предприятия лицом, ответственным за обеспечение пожарной безопасности в подразделении, с целью закрепления знаний мер пожарной безопасности.